
發(fā)布時間:2026-02-24 訪問次數(shù):60
平口鉗作為機械加工領域的基礎夾具,其設計特性與金屬件夾持需求之間存在高度契合性。從結(jié)構原理到工程實踐,平口鉗在金屬加工場景中展現(xiàn)出的可靠性、適應性和經(jīng)濟性,使其成為車間不可或缺的工藝裝備。
一、結(jié)構設計的基礎優(yōu)勢
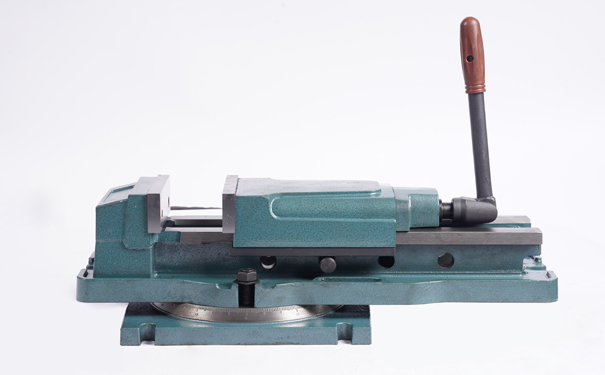
平口鉗的核心結(jié)構由固定鉗身、活動鉗口、絲杠傳動機構和底座組成。其平行鉗口設計是夾持金屬件的關鍵:兩鉗口工作面保持高精度平行度,通常可達0.05mm/100mm以內(nèi),確保夾持力均勻分布于工件接觸面。對于金屬件而言,這種面接觸模式避免了點接觸或線接觸導致的應力集中,防止薄壁件變形或精密表面損傷。
剛性框架結(jié)構賦予平口鉗卓越的承載能力。采用灰鑄鐵或球墨鑄鐵制造的鉗身,具有良好的吸振性和抗壓強度,能承受金屬切削過程中產(chǎn)生的沖擊載荷和振動。絲杠螺母機構將旋轉(zhuǎn)運動轉(zhuǎn)化為直線夾緊力,機械增益比可達數(shù)十倍,操作者僅需較小扭矩即可產(chǎn)生數(shù)噸級的夾緊力,滿足重型金屬件的固定需求。
底座定位系統(tǒng)增強了工藝穩(wěn)定性。平口鉗底座通常設有定位鍵或T型槽螺栓,可快速準確地安裝于機床工作臺,建立統(tǒng)一的工藝基準。這種可重復定位特性對于批量金屬件加工至關重要,確保每件工件都處于相同的坐標系中。
二、金屬加工場景的適配性
金屬材料的物理特性決定了其對夾具的特殊要求。金屬件通常具有較高的硬度和密度,切削力大、切削溫度高,平口鉗的高剛度設計能有效抵抗這些工藝負荷。相比木工夾具或塑料夾具,平口鉗的夾緊力不會導致自身結(jié)構變形,從而維持加工精度。
夾持范圍的可調(diào)性適應金屬件的多樣性。通過更換不同高度的鉗口鐵或使用V型塊附件,平口鉗可夾持從薄片到立方體的各類金屬件。對于圓形金屬件,V型鉗口或附加V型塊能實現(xiàn)自動定心夾持,保證軸線與加工面的位置精度。這種模塊化擴展能力使單一平口鉗可覆蓋多種加工任務。
切屑防護與排屑設計體現(xiàn)工藝考量。金屬切削產(chǎn)生大量高溫切屑,平口鉗的封閉結(jié)構和防護罩設計能防止切屑進入傳動機構;鉗口表面的鋸齒或溝槽結(jié)構增加摩擦系數(shù),防止金屬件在切削力作用下位移,同時允許冷卻液流通,帶走切削熱。
三、精度保持與工藝可靠性
金屬加工對尺寸精度要求嚴苛,平口鉗的精度保持機制至關重要。精密級平口鉗的鉗口垂直度、平行度經(jīng)過精磨處理,可作為工件定位的基準面。在銑削、鉆削等工序中,直接以鉗口為基準裝夾,可減少找正時間,提高生產(chǎn)效率。
夾緊力的可控性防止金屬件變形。通過絲杠的微調(diào),操作者能精確控制夾緊力大小,對于鋁合金等軟金屬件,避免過夾緊導致的表面壓痕;對于淬火鋼等硬脆材料,確保足夠的夾持剛度。部分精密平口鉗配備扭矩限制裝置,進一步量化夾緊力控制。
耐磨性與壽命滿足金屬加工的高負荷需求。鉗口工作面經(jīng)熱處理硬度達HRC50以上,能抵抗金屬件的反復裝夾磨損;絲杠螺母副采用耐磨材料或表面硬化處理,在頻繁開合操作中保持傳動精度。這種耐用性降低了長期使用的精度衰減風險。
四、經(jīng)濟性與工藝集成
平口鉗的成本效益比在金屬加工夾具中表現(xiàn)突出。其結(jié)構簡單、制造標準化,維護僅需定期潤滑和清潔,使用成本遠低于專用液壓夾具或氣動夾具。對于中小批量生產(chǎn),平口鉗的柔性裝夾能力避免了專用夾具的設計制造周期和費用。
與自動化系統(tǒng)的兼容性拓展其應用邊界。數(shù)控平口鉗配備電機驅(qū)動或液壓驅(qū)動系統(tǒng),可實現(xiàn)夾緊力的程序控制和遠程操作,集成于柔性制造單元。在金屬件的自動化生產(chǎn)線中,平口鉗作為標準化接口,與機器人上下料系統(tǒng)協(xié)同工作。
多工位與組合應用提升加工效率。通過并列使用多個平口鉗或配置多工位轉(zhuǎn)盤,可實現(xiàn)金屬件的連續(xù)加工與裝卸,減少機床停機時間。在加工中心上,平口鉗與精密平口鉗的組合使用,能同時完成粗加工和精加工的定位基準轉(zhuǎn)換。
五、技術演進與專業(yè)化發(fā)展
現(xiàn)代平口鉗技術持續(xù)進化。模塊化快換系統(tǒng)允許數(shù)秒內(nèi)更換不同功能鉗口,適應金屬件的快速換型需求;精密微調(diào)機構實現(xiàn)微米級的夾持位置調(diào)整,滿足精密金屬件的找正要求;智能傳感集成監(jiān)測夾緊力和振動狀態(tài),為金屬加工過程提供數(shù)據(jù)支持。
針對特殊金屬材料,專用平口鉗不斷涌現(xiàn)。例如,夾持鈦合金等難加工材料時,采用陶瓷涂層鉗口防止粘連;對于高溫合金,設計水冷通道降低熱傳導對夾具精度的影響。這些專業(yè)化發(fā)展進一步鞏固了平口鉗在金屬加工領域的核心地位。
結(jié)語
平口鉗之所以成為金屬件夾持的經(jīng)典選擇,源于其結(jié)構設計與金屬加工工藝需求的深度匹配。從基礎的平行夾持到精密的工藝集成,從手工操作到智能制造,平口鉗以其可靠性、適應性和經(jīng)濟性,持續(xù)支撐著金屬加工的質(zhì)量與效率。在可預見的未來,隨著材料技術和制造工藝的進步,平口鉗將在金屬加工領域繼續(xù)發(fā)揮不可替代的基礎作用。